Ливневые очистные ЛОС

Биологическая очистка

Пожарные насосные ПНС

Канализационные КНС

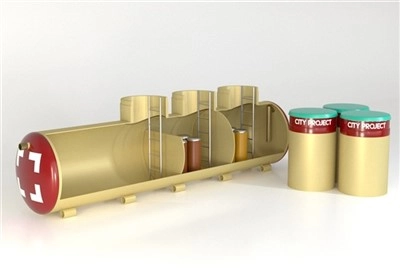
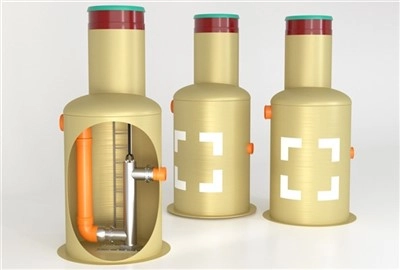
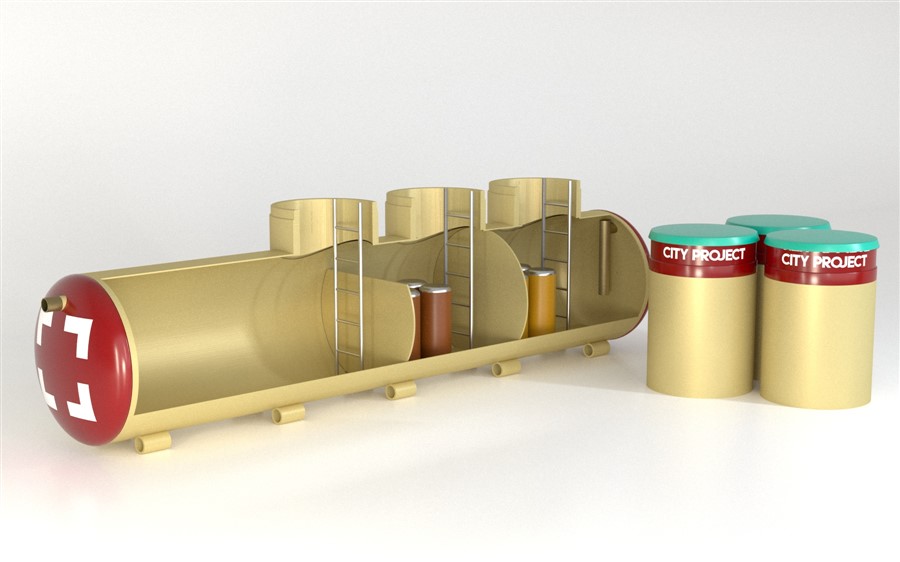
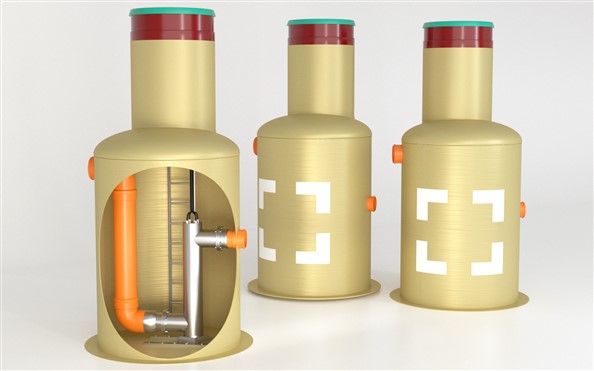
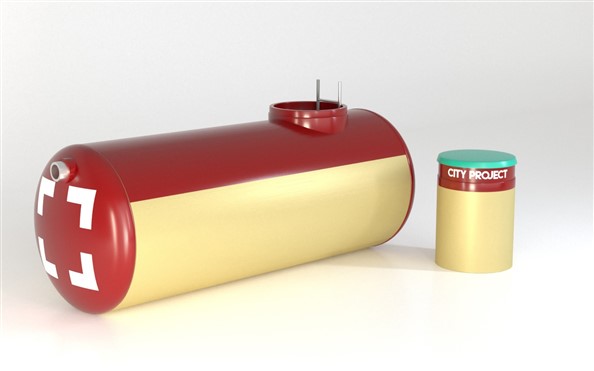
Емкости стеклопластик

Колодцы и кессоны

Емкости полипропилен

Емкости полиэтилен

Насосное оборудование

Доп. оборудование
![]()
В современной промышленности требования к хранению и транспортировке агрессивных химических веществ, воды, нефтепродуктов и пищевых продуктов становятся все более строгими. Традиционные материалы, такие как сталь или бетон, не всегда могут обеспечить необходимую коррозионную стойкость, долговечность и экономическую эффективность. На этом фоне емкости из стеклопластика (композитного материала) выходят на первый план, а метод машинной намотки становится золотым стандартом их производства.
Стеклопластик — это композитный материал, состоящий из двух основных компонентов:
Благодаря такому сочетанию стеклопластик обладает уникальными свойствами: высокой прочностью при малом весе, абсолютной устойчивостью к коррозии, химической инертностью и долговечностью до 50 лет и более.
Машинная намотка (или филаментная намотка) — это передовой автоматизированный процесс создания цилиндрических и сферических изделий из композитных материалов. Он заключается в непрерывном и точном наматывании пропитанного смолой стекловолокна (ровинга) на вращающуюся оправку (матрицу), форма которой соответствует внутренним контурам будущей емкости.
Этот метод позволяет создавать бесшовные, монолитные корпуса с идеально выверенной структурой, что является ключевым преимуществом по сравнению с ручной формовкой.
Процесс создания емкости методом машинной намотки можно разделить на несколько ключевых этапов:
1. Подготовка оправки (матрицы)
Оправка — это основа, на которую будет наматываться материал. Она может быть стальной, алюминиевой или разборной композитной. Ее поверхность тщательно подготавливается: очищается, полируется и покрывается специальным разделительным составом (например, на основе воска), чтобы готовую емкость можно было легко снять.
2. Подготовка связующего и армирующего материала
Стекловолоконный ровинг (пучок непрерывных нитей) разматывается с бобин и проходит через пропиточную ванну. В ванне он равномерно насыщается заранее подготовленной смолой с добавлением катализатора (отвердителя) и других компонентов, улучшающих свойства материала (например, пигментов для цвета или ингибиторов для защиты от УФ-излучения).
3. Процесс намотки
Это самый ответственный этап. Оправка начинает вращаться, а каретка намоточной машины движется вдоль нее, укладывая пропитанный ровинг под заданным углом. Процесс полностью контролируется компьютером (ЧПУ), который регулирует:
Изменяя угол намотки, можно программировать прочностные характеристики изделия. Например:
Продольная (осевая) намотка (близко к 0°) придает жесткость и устойчивость к осевым нагрузкам.
Современные станки позволяют комбинировать эти типы намотки в разных слоях, создавая многослойную структуру, оптимизированную под конкретные условия эксплуатации емкости.
4. Формирование днищ
После намотки цилиндрической части корпуса на торцы оправки устанавливаются заранее изготовленные днища (сферические, торосферические или конические). Они также производятся из стеклопластика, часто методом напыления или ручной формовки. Место стыка корпуса и днища дополнительно усиливается намоткой нескольких слоев стеклоровинга, создавая монолитное и герметичное соединение.
5. Полимеризация (отверждение)
Сформованное изделие вместе с оправкой помещается в термокамеру или оставляется при комнатной температуре для полимеризации. Под воздействием тепла или катализатора смола отвердевает, превращая рыхлую структуру из нитей в прочный и твердый композитный материал. Контроль температуры на этом этапе критически важен для достижения максимальных физико-механических свойств изделия.
6. Извлечение изделия (съем с оправки)
После полного отверждения емкость аккуратно снимается с оправки. Если оправка цельная, ее охлаждают, чтобы за счет разницы в коэффициентах теплового расширения она сжалась и легко вышла из готового корпуса. В случае со сложными формами используются разборные или разрушаемые оправки.
7. Финальная обработка и контроль качества
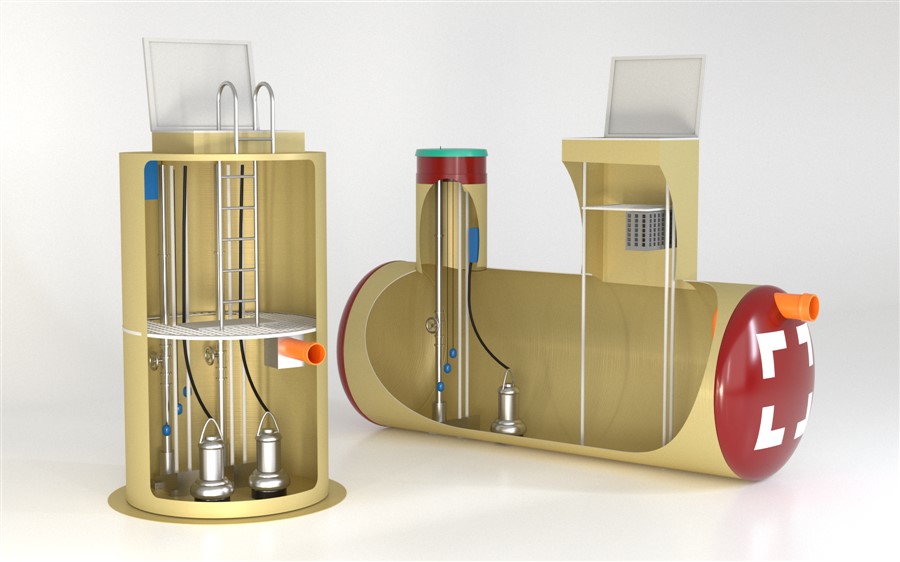
На последнем этапе в корпусе емкости вырезаются технологические отверстия, устанавливаются патрубки, люки, фланцы и другое навесное оборудование. Поверхность изделия может быть дополнительно обработана — отшлифована или покрыта защитным слоем (топкоутом) для повышения стойкости к ультрафиолету и агрессивным средам.
Каждая емкость проходит строгий контроль качества, который может включать визуальный осмотр, ультразвуковую дефектоскопию для проверки целостности структуры, а также гидравлические испытания на герметичность.
сопоставимой прочности, что значительно упрощает их транспортировку, монтаж и снижает требования к фундаменту.
3. Абсолютная коррозионная стойкость. В отличие от металла, стеклопластик не ржавеет и не подвержен электрохимической коррозии. Правильно подобранная смола (особенно винилэфирная) обеспечивает стойкость к широчайшему спектру кислот, щелочей, солей и органических растворителей.
4. Программируемые свойства. Технология ЧПУ позволяет создавать изделия с заранее заданными характеристиками прочности, точно рассчитывая толщину стенки и углы намотки для каждой конкретной задачи — будь то работа под давлением, в вакууме или при сейсмической активности.
5. Долговечность. Срок службы стеклопластиковых емкостей, произведенных методом машинной намотки, достигает 50 лет и более без потери эксплуатационных качеств. Они не требуют регулярной покраски, антикоррозийной обработки или катодной защиты.
6. Гигиеничность и безопасность. Для хранения питьевой воды и пищевых продуктов используются специальные смолы с пищевым допуском. Гладкая внутренняя поверхность емкости препятствует образованию отложений и размножению бактерий, легко моется и дезинфицируется.
7. Низкие эксплуатационные расходы. Отсутствие коррозии и необходимости в ремонте и обслуживании делает стеклопластиковые емкости экономически выгодным решением в долгосрочной перспективе.
Благодаря своим уникальным характеристикам, емкости, изготовленные методом машинной намотки, находят применение в самых разных отраслях:
Метод машинной намотки — это не просто способ производства, а высокотехнологичный процесс, позволяющий создавать инженерные изделия с непревзойденными характеристиками. Он объединяет в себе прочность стекловолокна, химическую стойкость полимерных смол и точность компьютерного управления. В результате получаются емкости, которые являются оптимальным решением для самых сложных и ответственных задач современной промышленности, обеспечивая безопасность, надежность и экономическую эффективность на десятилетия вперед.










Продолжая использовать наш сайт, вы соглашаетесь с политикой компании ООО "ГК Сити Проект" в области использования файлов cookie. Даете согласие на обработку и защиту персональных данных в соответствии с согласием на обработку персональных данных через формы сайта.
Если Вы не нашли нужных документов на данной странице, пожалуйста напишите или позвоните нам 8 495 763-06-35